
¿Cómo realizar manipuladores robóticos impresos en 3D?
Cómo diseñar y construir manipuladores robóticos impresos en 3D La robótica es una de las áreas con mayor desarrollo y…

El terror de los impresores: Problemas de impresión y cómo solucionarlos
Problemas de impresión 3D. El terror de los impresores. Los Problemas de impresión 3D son inevitables en cualquier…
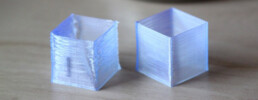
Warping y cracking
Warping y cracking El warping y cracking son 2 términos muy usados en el mundo de la impresión 3D. Puede que para este…

Filamento Limpieza
Filamento limpieza Filamento limpieza. Una herramienta útil pero tal vez no tan conocida por los impresores es el…