abs impresora 3d
Problemas en impresión 3d
Al momento de impresión 3d se pueden presentar gran variedad de problemas o imprevistos al realizar la pieza impresa sobre todo si imprimes con materiales los cuales no te apoyen aa una mejor calidad de impresión, es por esa razón que abs impresora 3d de COLORPLUS PREMIUM es ideal para impresiones de alta calidad sin generar warping, a la hora de realizar las impresiones de los modelos que necesita el usuario. A continuación mencionaremos los problemas más comunes al momento de impresión 3d.



Temperatura extrusor errónea
Debido a esperas al inicio de la impresión, se puede dar el caso que el material que está en el final de HotEnd se deposite en la base por el efecto de la propia gravedad, provocando una ausencia de material a la hora de comenzar la impresión.
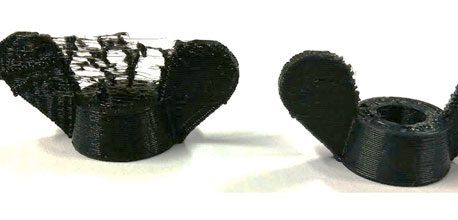
Atasque de extrusor
Este problema es uno de los peores que pueden ocurrir a una impresora 3D. Cuando ocurre esto el primer paso es sobrecalentar en unos 10-20 ºC la temperatura en referencia al último material utilizado e introducir un filamento de limpieza
Problema de altura en cama
Demasiada altura entre extrusor y cama , este problema se observa comprobando de forma visual esta distancia, cuando la impresora 3D está haciendo la primera capa.
Alta Velocidad de impresión
Para la mayoría de impresoras 3D se recomienda una velocidad de la primera capa de 25 mm/s. Si se supera notablemente esta velocidad, el riesgo de que la primera capa no se adhiera a la base es muy alto.

Distancia de retracción insuficiente
Este error es muy usual en sistemas “bowden”, en los que existe mucha distancia entre en motor del extrusor y el HotEnd. Esta distancia varía con el tipo de material abs impresora 3d, siendo 8 mm una medida buena para empezar y aumentarla si el problema persiste.

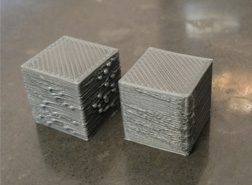
Temperatura de extrusión demasiado baja
Una vez comprobado que la altura de capa es la correcta, pero persiste la separación entre capas, el problema se encuentra en la temperatura de extrusión. Si la temperatura que alcanza el filamento no es lo suficientemente caliente.
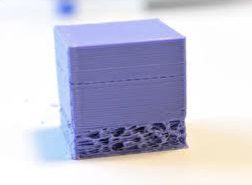
Falta de material entre las capas exteriores
Esto es de fácil determinación, ya que solo hay que observar la pieza unos segundos y ver la separación entre las capas exteriores y el relleno. Para solucionarlo se debe aumentar el porcentaje de “overlap”, que por lo normal se encuentra en un 15 %, subirlo a un 20 % o 25 % en caso de tener este problema.
abs impresora 3d
abs impresora 3d
abs impresora 3d
abs impresora 3d